مع التحول من التصنيع إلى التقنيات المتطورة، والتطور السريع في مجال الطاقة النظيفة وصناعة أشباه الموصلات والخلايا الكهروضوئية، يزداد الطلب على أدوات الماس عالية الكفاءة والدقة في المعالجة. إلا أن مسحوق الماس الصناعي، باعتباره المادة الخام الأساسية، لا يتمتع بقوة كافية للتماسك مع المادة الأساسية، مما يؤدي إلى قصر عمر أدوات الكربيد. ولحل هذه المشكلات، يلجأ القطاع عادةً إلى طلاء سطح مسحوق الماس بمواد معدنية لتحسين خصائصه السطحية وتعزيز متانته، وبالتالي تحسين الجودة الشاملة للأداة.
تتعدد طرق طلاء سطح مسحوق الماس، بما في ذلك الطلاء الكيميائي، والطلاء الكهربائي، والطلاء بالرش المغناطيسي، والطلاء بالتبخير الفراغي، والتفاعل الانفجاري الساخن، وما إلى ذلك. يتميز الطلاء الكيميائي والطلاء بعملية ناضجة، وطلاء موحد، وإمكانية التحكم بدقة في تركيبة الطلاء وسمكه، ومزايا الطلاء المخصص، وقد أصبحا التقنيتين الأكثر استخدامًا في الصناعة.
1. الطلاء الكيميائي
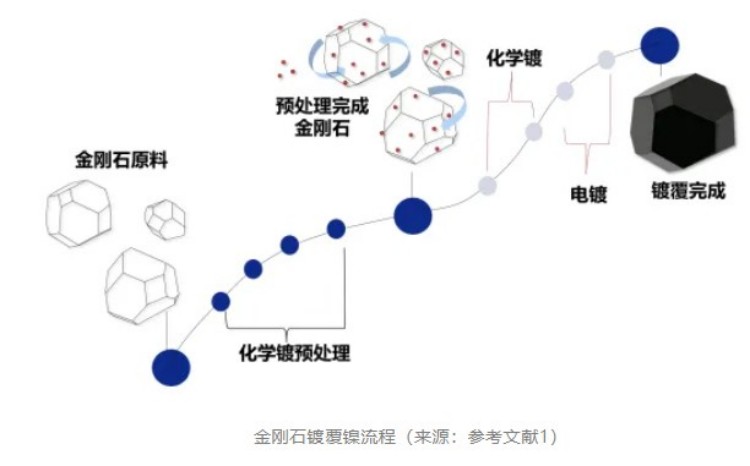
تعتمد عملية الطلاء الكيميائي بمسحوق الماس على وضع مسحوق الماس المعالج في محلول الطلاء الكيميائي، وترسيب أيونات المعدن في هذا المحلول بفعل عامل الاختزال الموجود فيه، مما يُشكل طبقة معدنية كثيفة. أما حاليًا، فإن أكثر أنواع الطلاء الكيميائي بالماس شيوعًا هو طلاء النيكل الكيميائي باستخدام سبيكة ثنائية من النيكل والفوسفور (Ni-P)، والتي تُعرف عادةً باسم طلاء النيكل الكيميائي.
01 تركيب محلول طلاء النيكل الكيميائي
يؤثر تركيب محلول الطلاء الكيميائي تأثيراً حاسماً على سلاسة سير التفاعل الكيميائي واستقراره وجودة الطلاء. يحتوي هذا المحلول عادةً على الملح الرئيسي، وعامل الاختزال، والمعقد، والمحلول المنظم، والمثبت، والمسرع، والمادة الفعالة سطحياً، ومكونات أخرى. يجب ضبط نسبة كل مكون بدقة لتحقيق أفضل تأثير للطلاء.
1- الملح الرئيسي: عادةً ما يكون كبريتات النيكل، كلوريد النيكل، حمض أمينو سلفونيك النيكل، كربونات النيكل، إلخ، ودوره الرئيسي هو توفير مصدر للنيكل.
٢. العامل المختزل: يوفر بشكل أساسي الهيدروجين الذري، ويختزل أيونات النيكل (Ni2+) في محلول الطلاء إلى نيكل، ثم يرسبها على سطح جزيئات الماس، وهو المكون الأهم في محلول الطلاء. في الصناعة، يُستخدم فوسفات الصوديوم الثانوي بشكل رئيسي كعامل مختزل نظرًا لقدرته العالية على الاختزال، وتكلفته المنخفضة، وثباته الجيد في الطلاء. يتيح نظام الاختزال إمكانية الطلاء الكيميائي في درجات حرارة منخفضة وعالية.
3- العامل المركب: يمكن لمحلول الطلاء أن يرسب الرواسب، ويعزز استقرار محلول الطلاء، ويطيل عمر خدمة محلول الطلاء، ويحسن سرعة ترسيب النيكل، ويحسن جودة طبقة الطلاء، ويستخدم بشكل عام حمض السكسينين، وحمض الستريك، وحمض اللاكتيك، وغيرها من الأحماض العضوية وأملاحها.
4. مكونات أخرى: يمكن للمثبت أن يمنع تحلل محلول الطلاء، ولكن نظرًا لأنه سيؤثر على حدوث تفاعل الطلاء الكيميائي، فإنه يحتاج إلى استخدام معتدل؛ يمكن للمحلول المنظم أن ينتج أيونات الهيدروجين أثناء تفاعل طلاء النيكل الكيميائي لضمان الاستقرار المستمر لدرجة الحموضة؛ يمكن للمادة الخافضة للتوتر السطحي أن تقلل من مسامية الطلاء.
02 عملية الطلاء الكيميائي بالنيكل
تتطلب عملية الطلاء الكيميائي باستخدام نظام هيبوفوسفات الصوديوم أن تتمتع المادة الأساسية بنشاط تحفيزي معين، ونظرًا لأن سطح الماس نفسه لا يحتوي على مركز نشاط تحفيزي، فإنه يحتاج إلى معالجة مسبقة قبل عملية الطلاء الكيميائي لمسحوق الماس. وتشمل طرق المعالجة المسبقة التقليدية للطلاء الكيميائي إزالة الزيت، وتخشين السطح، وتحسيسه، وتنشيطه.
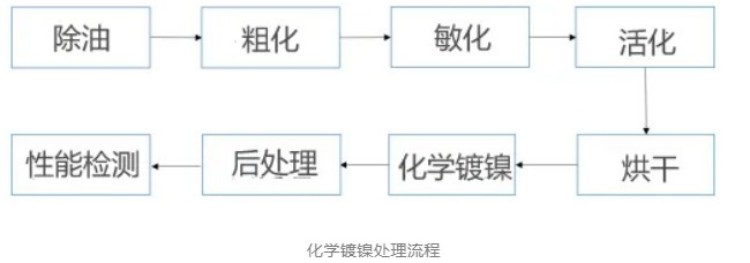
(1) إزالة الزيوت، التخشين: تهدف إزالة الزيوت بشكل أساسي إلى إزالة الزيوت والبقع والملوثات العضوية الأخرى من سطح مسحوق الماس، لضمان التصاق الطلاء اللاحق وأدائه الجيد. أما التخشين، فيُمكن أن يُشكّل بعض الحفر والشقوق الصغيرة على سطح الماس، مما يزيد من خشونة سطحه، وهو ما يُسهّل امتصاص أيونات المعادن في هذه المناطق، ويُيسّر عملية الطلاء الكيميائي والكهربائي اللاحقة، كما يُشكّل درجات على سطح الماس، مما يُوفّر ظروفًا مُلائمة لنمو طبقة ترسيب المعدن في الطلاء الكيميائي أو الكهربائي.
عادةً، تُستخدم محاليل قلوية مثل هيدروكسيد الصوديوم لإزالة الزيت، بينما تُستخدم محاليل حمضية مثل حمض النيتريك لحفر سطح الماس في مرحلة التخشين. يُنصح باستخدام جهاز التنظيف بالموجات فوق الصوتية في هاتين المرحلتين، مما يُحسّن كفاءة إزالة الزيت وتخشين مسحوق الماس، ويُقلّل الوقت اللازم للعملية، ويضمن فعالية إزالة الزيت وتخشين السطح.
(2) التحسيس والتنشيط: تُعدّ عملية التحسيس والتنشيط الخطوة الأكثر أهمية في عملية الطلاء الكيميائي، إذ ترتبط ارتباطًا مباشرًا بإمكانية إتمامها. تتمثل عملية التحسيس في امتزاز مواد قابلة للأكسدة بسهولة على سطح مسحوق الماس الذي لا يمتلك قدرة تحفيزية ذاتية. أما عملية التنشيط فتتمثل في امتزاز أكسدة حمض الهيبوفوسفوريك وأيونات المعادن النشطة تحفيزيًا (مثل معدن البلاديوم) على جزيئات النيكل المختزلة، وذلك لتسريع معدل ترسيب الطلاء على سطح مسحوق الماس.
بشكل عام، إذا كان وقت المعالجة بالتحسيس والتنشيط قصيرًا جدًا، فإن تكوين نقاط البلاديوم المعدنية على سطح الماس يكون أقل، وامتصاص الطلاء غير كافٍ، وطبقة الطلاء سهلة السقوط أو يصعب تشكيل طلاء كامل، وإذا كان وقت المعالجة طويلًا جدًا، فسيؤدي ذلك إلى هدر نقاط البلاديوم، لذلك، فإن أفضل وقت للمعالجة بالتحسيس والتنشيط هو 20-30 دقيقة.
(3) الطلاء الكيميائي بالنيكل: لا تتأثر عملية الطلاء الكيميائي بالنيكل بتركيب محلول الطلاء فحسب، بل تتأثر أيضًا بدرجة حرارة المحلول وقيمة الرقم الهيدروجيني (pH). في عملية الطلاء الكيميائي التقليدية بالنيكل عند درجات حرارة عالية، تتراوح درجة الحرارة عادةً بين 80 و85 درجة مئوية. زيادة درجة الحرارة عن 85 درجة مئوية قد تؤدي إلى تحلل محلول الطلاء، بينما تتسارع سرعة التفاعل عند درجات حرارة أقل من 85 درجة مئوية. أما بالنسبة لقيمة الرقم الهيدروجيني، فكلما زادت، زادت سرعة ترسب الطلاء، ولكن ارتفاع الرقم الهيدروجيني قد يؤدي أيضًا إلى ترسب أملاح النيكل، مما يُثبط سرعة التفاعل الكيميائي. لذلك، في عملية الطلاء الكيميائي بالنيكل، من الضروري تحسين تركيب محلول الطلاء ونسبه، وظروف عملية الطلاء، والتحكم في سرعة ترسب الطلاء، وكثافة الطلاء، ومقاومة التآكل، وطريقة ترسب مسحوق الماس، لتلبية متطلبات التطور الصناعي.
بالإضافة إلى ذلك، قد لا تحقق طبقة واحدة سمك الطلاء المثالي، وقد تظهر فقاعات وثقوب دقيقة وعيوب أخرى، لذلك يمكن تطبيق طبقات متعددة لتحسين جودة الطلاء وزيادة تشتت مسحوق الماس المطلي.
2. الطلاء الكهربائي بالنيكل
بسبب وجود الفوسفور في طبقة الطلاء بعد عملية الطلاء الكيميائي بالنيكل باستخدام الماس، تنخفض الموصلية الكهربائية، مما يؤثر على عملية تحميل الرمل على أداة الماس (عملية تثبيت جزيئات الماس على سطح المادة الأساسية). لذا، يمكن استخدام طبقة طلاء خالية من الفوسفور في عملية طلاء النيكل. وتتلخص العملية في وضع مسحوق الماس في محلول الطلاء المحتوي على أيونات النيكل، حيث تتصل جزيئات الماس بالقطب السالب (الكاثود)، بينما يُغمر قالب معدني من النيكل في محلول الطلاء ويتصل بالقطب الموجب (الأنود). ومن خلال التفاعل الكهروكيميائي، تتحول أيونات النيكل الحرة في محلول الطلاء إلى ذرات على سطح الماس، وتنمو هذه الذرات داخل طبقة الطلاء.

1- تركيب محلول الطلاء
على غرار محلول الطلاء الكيميائي، يوفر محلول الطلاء الكهربائي بشكل أساسي أيونات المعادن اللازمة لعملية الطلاء الكهربائي، ويتحكم في عملية ترسيب النيكل للحصول على طبقة معدنية بالسمك المطلوب. تشمل مكوناته الرئيسية الملح الأساسي، وعامل الأنود النشط، وعامل التخزين المؤقت، والمواد المضافة، وغيرها.
(1) الملح الرئيسي: يستخدم بشكل أساسي كبريتات النيكل، وأمينو سلفونات النيكل، وما إلى ذلك. بشكل عام، كلما زاد تركيز الملح الرئيسي، زادت سرعة الانتشار في محلول الطلاء، وزادت كفاءة التيار، ومعدل ترسيب المعدن، ولكن حبيبات الطلاء ستصبح خشنة، وانخفاض تركيز الملح الرئيسي يؤدي إلى ضعف توصيل الطلاء، ويصعب التحكم فيه.
(2) عامل تنشيط الأنود: نظرًا لأن الأنود سهل التخميل، وسهل ضعف التوصيل، مما يؤثر على تجانس توزيع التيار، فمن الضروري إضافة كلوريد النيكل وكلوريد الصوديوم وعوامل أخرى كمنشط للأنود لتعزيز تنشيط الأنود، وتحسين كثافة التيار لتخميل الأنود.
(3) عامل التخزين المؤقت: على غرار محلول الطلاء الكيميائي، يحافظ عامل التخزين المؤقت على استقرار محلول الطلاء ودرجة حموضة الكاثود، بحيث يمكن أن تتذبذب ضمن النطاق المسموح به لعملية الطلاء الكهربائي. ومن عوامل التخزين المؤقت الشائعة حمض البوريك، وحمض الخليك، وبيكربونات الصوديوم، وغيرها.
(4) إضافات أخرى: وفقًا لمتطلبات الطلاء، أضف كمية مناسبة من عامل اللمعان، وعامل التسوية، وعامل الترطيب، وعامل متنوع، وإضافات أخرى لتحسين جودة الطلاء.
02 تدفق النيكل المطلي بالماس كهربائياً
١. المعالجة المسبقة قبل الطلاء: غالبًا ما يكون الماس غير موصل للكهرباء، ويحتاج إلى طلاء بطبقة معدنية من خلال عمليات طلاء أخرى. تُستخدم طريقة الطلاء الكيميائي عادةً لطلاء طبقة معدنية مسبقًا وزيادة سماكتها، لذا فإن جودة الطلاء الكيميائي تؤثر إلى حد ما على جودة طبقة الطلاء النهائية. بشكل عام، يؤثر محتوى الفوسفور في الطلاء بعد الطلاء الكيميائي بشكل كبير على جودته؛ فالطلاء عالي الفوسفور يتميز بمقاومة أفضل للتآكل في البيئات الحمضية، وسطح أكثر بروزًا وخشونة سطحية عالية، ويفتقر إلى الخصائص المغناطيسية؛ أما الطلاء متوسط الفوسفور فيتميز بمقاومة جيدة للتآكل والتآكل السطحي؛ بينما يتميز الطلاء منخفض الفوسفور بموصلية أفضل نسبيًا.
بالإضافة إلى ذلك، كلما صغر حجم جزيئات مسحوق الماس، زادت مساحة السطح النوعية، وعند الطلاء، يسهل أن يطفو المسحوق في محلول الطلاء، مما يؤدي إلى التسرب والطلاء وظاهرة الطبقة الرخوة للطلاء، وقبل الطلاء، يجب التحكم في محتوى الفوسفور وجودة الطلاء، والتحكم في موصلية وكثافة مسحوق الماس لتحسين سهولة طفو المسحوق.
٢- طلاء النيكل: في الوقت الحاضر، يعتمد طلاء مسحوق الماس غالبًا على طريقة الطلاء بالدرفلة، حيث تُضاف كمية مناسبة من محلول الطلاء الكهربائي إلى الزجاجة، ثم تُضاف كمية معينة من مسحوق الماس الصناعي إلى محلول الطلاء الكهربائي، ومن خلال دوران الزجاجة، يُدفع مسحوق الماس داخل الزجاجة ليدور. في الوقت نفسه، يُوصل القطب الموجب بكتلة النيكل، ويُوصل القطب السالب بمسحوق الماس الصناعي. تحت تأثير المجال الكهربائي، تُشكّل أيونات النيكل الحرة في محلول الطلاء طبقة من النيكل المعدني على سطح مسحوق الماس الصناعي. ومع ذلك، تعاني هذه الطريقة من انخفاض كفاءة الطلاء وعدم انتظامه، لذا ظهرت طريقة القطب الدوار.
تعتمد طريقة القطب الدوار على تدوير المهبط في عملية طلاء مسحوق الماس. تساهم هذه الطريقة في زيادة مساحة التلامس بين القطب وجزيئات الماس، وتحسين التوصيلية المنتظمة بين الجزيئات، ومعالجة ظاهرة عدم انتظام الطلاء، ورفع كفاءة إنتاج طلاء الماس والنيكل.
ملخص موجز
باعتبار مسحوق الماس المادة الخام الرئيسية لأدوات الماس، يُعدّ تعديل سطحه وسيلةً مهمةً لتعزيز قوة التحكم في المادة الأساسية وتحسين عمر الأدوات. ولتحسين معدل تحميل الرمل في أدوات الماس، يُمكن عادةً طلاء سطح مسحوق الماس بطبقة من النيكل والفوسفور لزيادة موصليته، ثم زيادة سُمك طبقة الطلاء بالنيكل لتعزيز الموصلية. مع ذلك، تجدر الإشارة إلى أن سطح الماس نفسه لا يحتوي على مركز نشط حفزي، لذا فهو يحتاج إلى معالجة مسبقة قبل الطلاء الكيميائي.
الوثائق المرجعية:
ليو هان. دراسة حول تقنية طلاء السطح وجودة مسحوق الماس الاصطناعي الدقيق [رسالة دكتوراه]. معهد تشونغ يوان للتكنولوجيا.
يانغ بياو، يانغ جون، ويوان غوانغشنغ. دراسة حول عملية المعالجة المسبقة لطلاء سطح الماس [J]. توحيد معايير الفضاء.
لي جينغهوا. بحث حول تعديل سطح مسحوق الماس الاصطناعي الدقيق وتطبيقاته في منشار الأسلاك [رسالة دكتوراه]. معهد تشونغ يوان للتكنولوجيا.
فانغ ليلي، تشنغ ليان، وو يانفي، وآخرون. عملية الطلاء الكيميائي بالنيكل لسطح الماس الاصطناعي [J]. مجلة IOL.
أُعيد نشر هذه المقالة في شبكة المواد فائقة الصلابة
تاريخ النشر: 13 مارس 2025




